2. Funcionalidades¶
2.1. OEE em tempo real¶
O SolveOEE realiza o cálculo da métrica Overall Equipment Effectiveness (OEE) relativa a ordens de produção (OP) durante a produção, possibilitando a aplicação da gestão à vista da produção em tempo real. Para tal, as informações relevantes são armazenadas periodicamente de acordo com o parâmetro Intervalo para salvar dados no cadastro de OP.
OEE = Disponibilidade × Desempenho × Qualidade
O cálculo do OEE é feito a partir do momento em que a OP é iniciada pelo operador, e termina no momento da finalização da OP. As métricas relativas ao OEE são armazenadas de acordo com o parâmetro da OP “intervalo para salvar dados”.
Os fatores do OEE são explicados a seguir.
Para maiores detalhes temos a documentação técnica do cálculo oee-leve1 e oee-level2
2.1.1. Disponibilidade¶
A disponibilidade de uma OP é a porcentagem de tempo aproveitado de produção sobre o tempo total de produção, i.e., a proporção de tempo aproveitado sem paradas de produção, dada pela seguinte fórmula.
Disponibilidade = Tempo Produzindo ÷ Tempo Total
A contabilização desta métrica é resultante da detecção automática de paradas, tal que paradas detectadas implicam na perda de disponibilidade, caso não sejam paradas programadas. Portanto, a disponibilidade de uma OP inicia como 100% e diminui com a ocorrência paradas.
2.1.2. Desempenho¶
O desempenho de uma OP é a porcentagem do ciclo ideal de produção atingido ao longo de sua duração, de acordo com a fórmula a seguir.
Desempenho = Ciclo Médio ÷ Ciclo Ideal
Para este cálculo, o ciclo médio de produção é determinado como a contagem de produtos produzidos dividido pela duração atual da OP, desconsiderando paradas. Para linhas produtivas com múltiplos sensores, a contagem de produtos considerada nesta métrica é a do primeiro sensor da linha.
O ciclo ideal é dado pelas informações de quantidade e duração da OP dadas em seu cadastro. Por exemplo, uma OP programada para 2 horas de duração e produção de 3000 produtos resulta em um ciclo ideal de 25 produtos por minuto.
Assim, a métrica de desempenho aumenta com o aumento do ciclo médio da OP. Note que, caso o valor de ciclo ideal cadastrado na OP não seja apropriado, esta métrica poderá superar 100%.
2.1.3. Qualidade¶
A qualidade de uma OP é a porcentagem de produtos considerados corretos saindo da linha produtiva em relação à contagem de produtos produzidos, de acordo com a fórmula a seguir.
Qualidade = Produtos corretos ÷ Produtos produzidos
A quantidade de produtos corretos é definida como a contagem do último sensor da linha produtiva, enquanto quantidade de produtos produzidos é a contagem do primeiro sensor da linha.
Para linhas com apenas um sensor, ou caso a opção de análise seja desmarcada no cadastro da OP, a métrica de qualidade fica fixa em 100%.
Portanto, a qualidade de uma OP cresce conforme a quantidade de produtos corretos se aproxima da quantidade de produtos produzidos. Note que, a aplicação correta desta métrica depende de que, ao iniciar uma OP, não hajam produtos na área da linha que se encontra entre os dois sensores. Caso contrário, o cálculo de qualidade pode superar o valor de 100%, uma vez que estes produtos iniciais não serão contabilizados pelo primeiro sensor.
2.1.4. Métricas adicionais¶
Além dos fatores do OEE, o SolveOEE disponibiliza as seguintes métricas em tempo real.
Produção: contagem de produtos contabilizados pelo primeiro sensor da linha produtiva.
Produtos corretos: contagem de produtos saindo da linha produtiva, contabilizados pelo último sensor da linha.
Ciclo instantâneo: ciclo de produção (produtos/minuto) calculado entre duas medidas do OEE.
Tempos de parada: Tempo total de parada de máquina, contabilizados automaticamente pelos sensores.
Motivos de parada: Causas raizes das paradas cronometradas automaticamente e motivo apontado manualmente pelo operador.
2.2. Gestão à vista¶
As informações relativas às metricas de produção supracitadas são disponibilizadas para exibição em monitor conectado à central de processamento do SolveOEE para fins da aplicação de gestão à vista. Esta visualização é ilustrada na seguinte captura de tela.
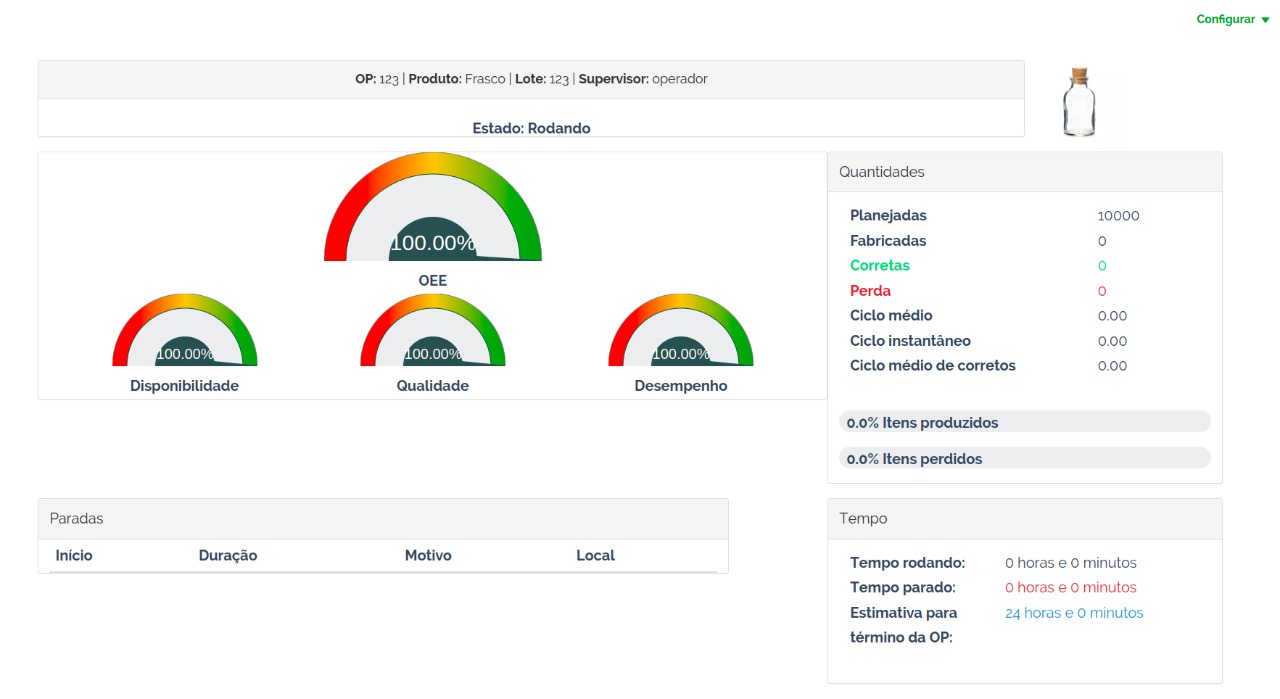
Estas informações são explicadas a seguir.
Medidores do OEE: valores correntes das métricas relativas ao OEE em tempo real.
Quantidade planejada: número de produtos previstos de acordo com o cadastro da OP.
Quantidade fabricada: quantidade de produtos contabilizada pelo primeiro sensor da linha produtiva.
Quantidade correta: quantidade de produtos contabilizada pelo último sensor da linha produtiva.
Perda: diferença entre as quantidades de produtos corretos e fabricados.
Ciclo médio: ciclo médio da OP (produtos/minuto) considerando a quantidade produzida e o tempo corrido desde o início da OP, desconsiderando paradas.
Ciclo instantâneo: variação da contagem sobre variação do tempo de salvamento do OEE
Ciclo médio de corretas: ciclo médio considerando a quantidade correta.
Porcentagem de itens produzidos: visualização da proporção entre a quantidade produzida e a quantidade planejada.
Porcentagem de itens perdidos: visualização da proporção entre a perda e a quantidade planejada.
Tempo rodando: tempo corrido desde o início da OP.
Tempo parado: tempo total de paradas na OP.
Estimativa para término da OP: intervalo de tempo estimado para produção dos produtos faltantes, considerando a quantidade por minuto corrente, a quantidade produzida e a quantidade planejada.
Lista de paradas: paradas detectadas durante a produção da OP.
2.3. Detecção de paradas na produção¶
O SolveOEE realiza detecção automática de paradas na produção relativas a ordens de produção (OPs) durante a produção. Os modos e condições relacionados a paradas são explicados a seguir.
Uma parada é detectada caso os contadores relativos a cada um dos sensores da linha produtiva não tenham acréscimo por um tempo maior que o definido pelo parâmetro Intervalo de Parada no cadastro de OP. Ou seja, uma parada indica uma interrupção completa da linha por um intervalo tempo considerado significativo.
Em caso de detecção, uma parada é armazenada no servidor na mesma periodicidade definida para salvamento de dados do OEE. A duração de uma parada é inicialmente definida com o valor dado pelo parâmetro Intervalo de Parada.
Uma parada é considerada encerrada no momento em que um ou mais contadores de produtos tenham um acréscimo. Neste momento, o registro da parada no servidor é atualizado com a informação da duração real da parada.
2.4. Apontamento de motivos de parada¶
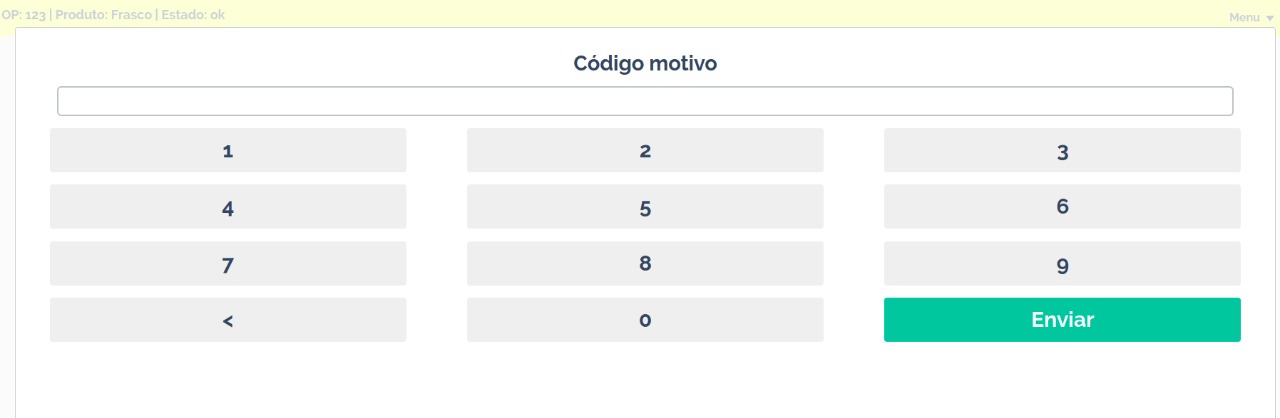
Ao haver detecção de uma parada, o SolveOEE exibe a seguinte tela em seu touchscreen para que o operador responsável indique o motivo que levou à interrupção da produção. Este apontamento pode ser definido como obrigatório ou opcional no cadastro da OP.
O operador pode escolher o motivo da parada, digitando o código do motivo, pois normalmente a lista de motivos é grande.
Também é possível detalhar as causas do motivos de parada complementando com uma descrição.
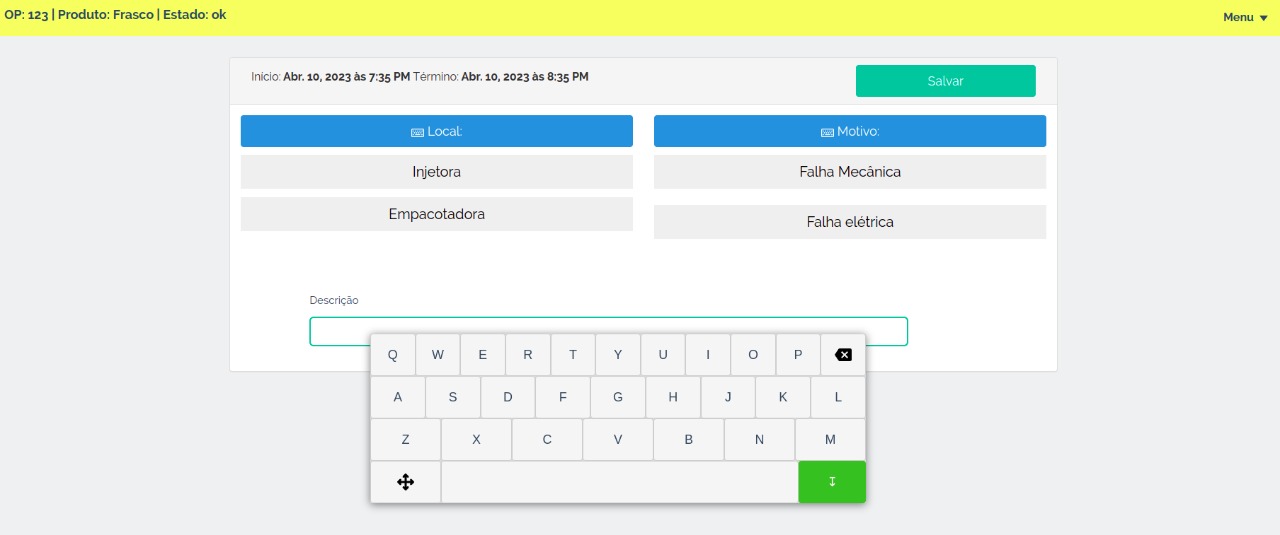
No ato do apontamento, caso o motivo de parada selecionado seja um motivo que foi cadastrado como uma parada programada, a parada correspondente não afetará as métricas do OEE.